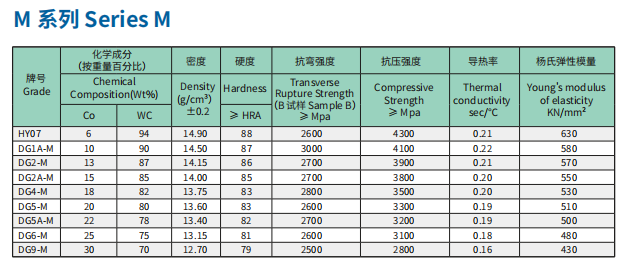
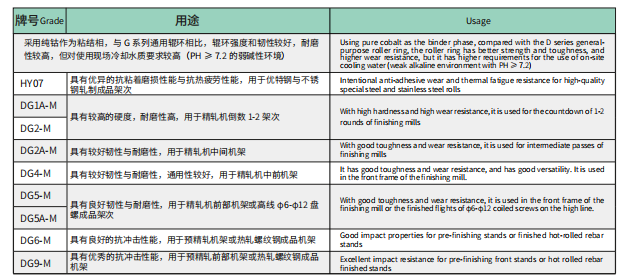
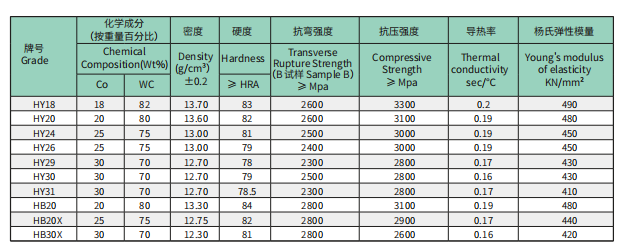
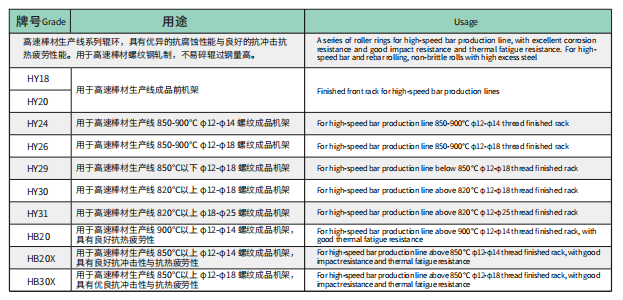
着我国螺纹钢新国标(GB/T1499.2-2018)的执行及市场的需求,螺纹钢产品的生产成本、产品精度、外观质量的提升,高速棒材生产工艺被广泛使用。合金减量化、控轧控冷工艺,成为高速棒材生产线首选工艺,对模块轧机碳化钨辊环提出了更高的要求,为保证高速棒材采用控轧控冷技术,在精轧机组1前后和精轧机组Ⅱ后面布置有若干水箱(2-3个),以满足轧件在精轧机组实现780-830°℃两相区低温精轧,轧后采用分级控冷控制轧后的冷却速度和轧件上冷床温度。我司针对750℃-980℃不同轧制温度条件开发了HY/HB系列碳化钨辊环。

中国浙江省东阳市城南西路312号
+86 579-8618 0111
Chinahcsale@163.com

微信联系我们
 备案号:苏ICP备16007750号-1
备案号:苏ICP备16007750号-1



